


The Kangankunde rare earths project in Malawi will be developed as an open pit mine.
Lindian Resources, a mining and exploration company based in Australia, holds complete ownership of the project. The stage one feasibility study of the project was completed in July 2024.
Recommended White Papers
Recommended Buyers Guides
The project is estimated to have a life of mine (LOM) of 45 years while the pre-production capital expenditure is projected at $40m. Stage one aimed at producing approximately 15,300 tonnes per annum (tpa) of high-grade concentrate.
The development is expected to reach a financial closure in the third quarter of 2024.
Stage one construction will commence in the final quarter of 2024, with the first concentrate production expected in the fourth quarter of 2025. Additionally, Lindian Resources intends to embark on a stage two expansion study in 2024.
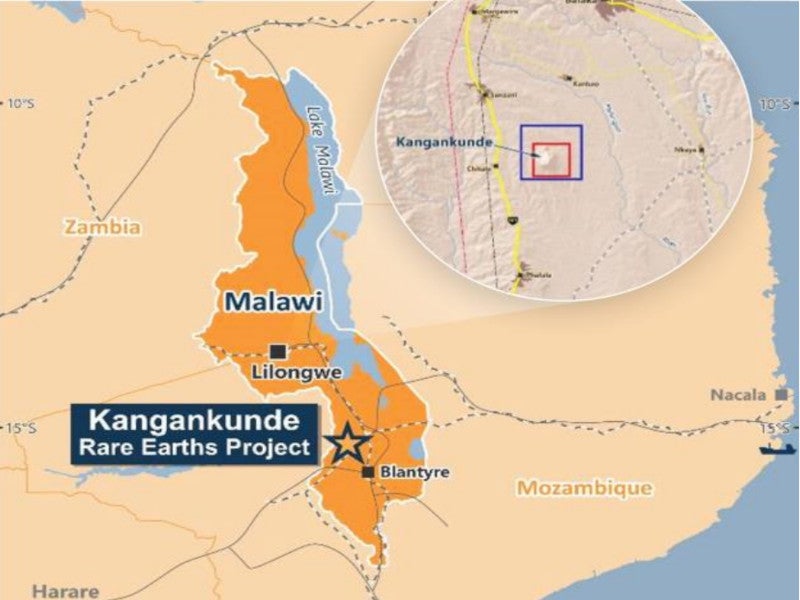
Kangankunde rare earths project location
The Kangankunde rare earths project is situated 90km north of Blantyre and 13km south of Balaka, which is a principal economic and commercial hub in Malawi.
Geology and mineralisation
The carbonatite complex at Kangankunde is in the Chilwa Alkaline province in southern Malawi. It features a central core of carbonate, encircled by transitions from carbonatite-rich rocks – predominantly dolomite, siderite, and ankerite – to fenitised polymictic breccias and gneiss.
At Kangankunde, rare earth mineralisation is primarily associated with monazite and is found in all rock types, particularly in carbonatite-rich rocks and breccias. The mineralisation also extends into the surrounding wall rocks through veins and stockworks.
Reserves at Kangankunde
The Kangankunde rare earth project is estimated to contain a probable reserve of 23.7 million tonnes (mt) grading 2.9% total rare earth oxide (TERO) with a neodymium-praseodymium (NdPr) content of 19.7%, as of June 2024.
The total contained NdPr is estimated at 679,000t.
Mining method at Kangankunde rare earths project
The Kangankunde project is proposed to be developed using conventional open-pit mining techniques using drilling, blasting, loading, and hauling.
Bench heights will be set at 5.0m, with mining undertaken in two, 2.5m flitches. The waste-to-ore strip ratio is anticipated to be 0.2:1.
The mine plan incorporates six open-pit stages, tailored to accommodate standard mining equipment and designed according to the site-specific conditions and schedule requirements.
The mining fleet will consist of a 75t hydraulic excavator for loading blasted materials into dump trucks. The support equipment such as a water cart, dozer, grader, crane, rock breaker, and others will also be deployed.
Each mining stage will employ three to four 50t dump trucks for transporting materials to the run-of-mine (ROM) pad or designated stockpiles.
Ore processing
The ROM ore will undergo primary crushing in a jaw crusher, followed by secondary crushing in a cone crusher.
The crushed ore will be fed into a 90t capacity ROM feed bin, allowing for 1.5 hours of processing time at a rate of 60 tonnes per hour (tph). Ore will then be transferred via vibrating plate feeders onto a conveyor to the ball mill.
The ore will then be milled to liberate monazite, and the milled product will pass through a trommel into a sump for the periodic removal of oversized scats.
The slurry will then be pumped to a scalping screen for preliminary classification and transported to a deslime cyclone cluster to eliminate ultrafine particles.
The initial rougher gravity separation will be carried out using multi-gravity separators (MGS), which will produce a concentrate with approximately 30% TREO. Subsequent cleaner gravity recovery will enhance this to 35%-45% TREO. The cleaner concentrate will then undergo magnetic separation with low-intensity magnetic separators (LIMS) and wet high-intensity magnetic separators (WHIMS).
Magnetic fractions will be further refined while non-magnetic ones will be discarded. The magnetic fraction will undergo conditioning and cleaner flotation to remove impurities. The final monazite concentrate will be collected while sulphide tailings will be discarded.
The final monazite concentrate will be bagged in 1t bulk bags for on-site storage. It will be transported by 30t trucks to Limbe, Malawi, where it will be packed into 40ft containers and sent by rail to Nacala Port for interim storage.
Site infrastructure
A 5km unsealed road links the mine to the M1 main road. The road will be upgraded to an 8m wide all-weather gravel road. An additional 1.5km of similar roads will be constructed within the mine for plant and delivery vehicles.
Lindian Resources in collaboration with the Malawi Electricity Supply Commission (ESCOM) plans to supply grid power to the mine via a tie-in to an existing power line approximately 4km from the site and a dedicated feeder from a substation 24km away. Backup power is proposed to be supplied via a diesel generator.
Water will be sourced from dedicated boreholes, and will be stored in two reservoirs. A 500m³ reservoir will serve the processing plant and mining operations, with supplementary water from the return water dam (RWD).
Offtake agreement
Lindian Resources entered a contract with Gerald Metals, part of the Gerald Group, for the supply of 45,000t of monazite concentrates from the Kangankunde stage one development over a 60-month period.