


The Goschen project is an open-pit mining development situated in North-West Victoria, Australia. VHM, an Australian critical minerals company, is developing the project.
The definitive feasibility study (DFS) for the project was concluded in March 2022 and was updated in March 2023. The project boasts a projected mining life of 20 years.
Recommended White Papers
Recommended Buyers Guides
It will be a multi-phased development with the current developments focussing on Phase 1 and Phase 1A. The commencement of Phase 2 will depend on prevailing market conditions.
Phase 1 will focus on the production of a zircon-titania concentrate, along with rare earth mineral concentrate (REMC) products. Phase 1A will introduce a hydrometallurgical (hydromet) circuit, to convert the REMC into a mixed rare earth carbonate (MREC) product.
The development of Phase 2 will see the addition of a mineral separation plant (MSP) to further refine the zircon-titania concentrate into final products such as zircon, ilmenite, HiTi rutile, and leucoxene.
Operations for Phase 1 are scheduled to begin in the first half of 2025, with an estimated investment of A$376m ($249.9m). Subsequently, Phase 1A is expected to commence in the second half of 2025, with an additional investment of A$124m ($82.4m).
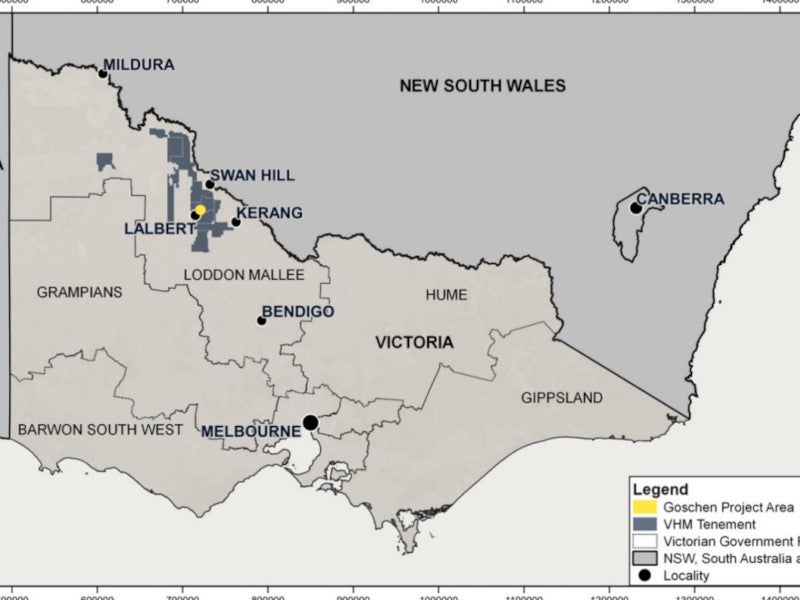
Project location of the Goschen project
The Goschen project is located approximately 35km south-west of Swan Hill and 275km north of Melbourne.
The mining operations will primarily take place within retention licence RL6806, in two areas namely Area 1 and Area 3, which together cover an area of 1,534 hectares (ha).
Geology and mineralisation of the Goschen project
The heavy mineral sands of the Goschen Project are found within the offshore depositional paleo-environment of the Loxton Parilla sands, which are widespread throughout the Murray Basin and are the repositories for all known mineral sand deposits in the region.
The two distinct deposit types at Goschen occur as sheets and strandlines. The sheetlike deposits, also referred to as Wimmera-style (WIM-style) deposits, typically contain ultra-fine heavy mineral grains. The strandline deposits, sometimes called beach placers, are characterised by variable grain size and may include coarse-grained heavy minerals.
Reserves at the Goschen project
The proven and probable ore reserves at Goschen were estimated at 198.7 million tonnes (mt), comprising Area 1 and Area 3. As of March 2023, of which 98.8mt is currently considered for development.
The mineral grades comprise 23.6% zircon, 9.9% rutile, 8.5% leucoxene, 25.1% ilmenite, 3.7% monazite, and 0.7% xenotime.
Mining method
Conventional open-pit mining techniques, utilising a strip/block approach, will be employed at the Goschen project.
The mining operations will commence in Area 1 and advance to Area 3. Mining will be carried out in 200m blocks along-strike with the strip ratio varying from 1:1 to 4.5:1. The pit design will incorporate a 30° overall wall angle. The batter angle will be 40° at the uppermost bench, with a 6m-wide berm.
The mining fleet will comprise standard equipment, including 200t and 110t excavators, 130t rigid off-road trucks, bulldozers, scrapers, and front-end loaders. Graders and water carts will also be deployed to maintain optimal conditions for the mining operations.
The mining sequence has been optimised to ensure complete ore extraction and in-pit tailings cell construction, with homogenised tailings being deposited into each cell. The approach will eliminate the need for an above-ground tailings storage facility (TSF).
Mine waste will initially be stockpiled on the surface, later to be repurposed for constructing in-pit tailings cell bunds, thereby preserving the pre-mining topography.
Ore processing
The run-of-mine (ROM) ore will be delivered to a mobile unit processor (MUP) via a front-end loader. The ore will traverse a grizzly to sift out coarse oversized particles.
The sand and clay agglomerates will form a slurry and be pumped to the fine particle processing (FPP) facility, where the heavy mineral-laden sand will be segregated from the clay (slimes) and the screened sand will be directed to the wet concentrator plant (WCP).
Within the WCP, spirals will differentiate barren sand from heavy minerals, culminating into a heavy mineral concentrate (HMC), which will be channelled to the rare earth magnetic flow conditioner (REMFC). The sand rejects will be amalgamated with slimes and recycled back to the pit for use as mine backfill.
A rare earth mineral concentrate (REMC), predominantly comprising xenotime and monazite, will be recovered from the HMC using flotation and gravity separation techniques, leaving a low-residual-radioactivity post-flotation (P-flotation) concentrate.
The P-flotation concentrate will either be pumped to the wet MSP in Phase 2 or dewatered and stockpiled as a final product.
As part of the Phase 1A expansion, the REMC will be dewatered in an indirectly heated electric dryer and mixed with concentrated sulphuric acid to produce a paste, which will then be calcined and baked in a gas-fired kiln. The calcined product will be discharged into a water leach tank, and the resultant slurry will be thickened to produce a denser underflow stream. The underflow will be filtered for further dewatering and washing, yielding a high-density cake with minimal rare earth species for disposal.
The thickener overflow, bearing the majority of the dissolved rare earth elements, will undergo further purification to separate soluble phosphate from the rare earth liquor stream. The slurry will be thickened and the resulting overflow will be subjected to an aluminium rejection process for further refinement.
During the aluminium rejection stage, uranium will be removed from the liquor via ion exchange, and the rare earth elements will be precipitated using sodium carbonate to create a high-grade, high-purity rare earth carbonate precipitate.
The resulting slurry will be thickened with the solid product filtered for additional dewatering. The solids will be washed and dispatched to the MREC packing plant and loaded into bulk bags, ready for shipping.
Site infrastructure of the Goschen project
Initially, on-site power will be supplied by a third-party contractor using 12 dual-fuel generators with a nominal rating of 11kV. Plans are in place to transition to regional renewable energy grid-based power once the Kerang Link transmission corridor is operational.
Water for the project will be drawn from Kangaroo Lake and conveyed to the site via a dedicated 38km pipeline.
An on-site water treatment plant will be responsible for providing potable water, which will be stored in tanks for on-site distribution. Until the water supply system is fully established, water will be transported by truck.
Offtake agreements
A binding offtake agreement was signed with Singapore-based company Shenghe Resources in February 2024.
Under the terms of the deal, VHM will supply rare earth mineral concentrates and a zircon-titania heavy mineral concentrate to Shenghe for a three-year term.
Contractors involved
Mineral Technologies, a mineral processing solutions provider, was responsible for the engineering and development of the mineral processing methods for the project.
AECOM, an infrastructure consulting firm, undertook environmental and community, power and water supply, closure, and rehabilitation studies for the project.
Auralia Mining Consultants was responsible for preparing the mineral reserve estimate, along with mine design and planning.
Hydrogeological studies for the project were undertaken by CDM Smith and Water Technology. GPA Engineering was responsible for the hydromet circuit engineering and associated study work.
The Australian Nuclear Science and Technology Organisation (ANSTO), Australia’s national nuclear organisation, conducted the metallurgical test work for the hydromet circuit.
Australian engineering and environment consultants, pitt&sherry, conducted the geotechnical engineering and tailings management studies.
Right Solutions Australia was responsible for studies related to geology and mineral resources, geochemistry and tenement management.