



The Cabinda phosphate project is an open-pit mining and fertiliser production development located in Cabinda Province, Angola, Central Africa.
The project is being developed by a joint venture between Minbos Resources (85%) and local partners (15%).
Recommended White Papers
Recommended Buyers Guides
The scoping study for the project was completed in August 2020 while the definitive feasibility study (DFS) was completed in October 2022.
The estimated initial capital cost for the development is $54.17m while the expected mining life is 20 years.
The project involves the construction of the Futila fertiliser plant in Cabinda, north-west Angola, and mining of the Cacata phosphate deposit. Mining operations are expected to commence in the fourth quarter (Q4) of 2023.
Cabinda phosphate project location
The Cabinda phosphate project is located in Angola, Central Africa.
The Cacata phosphate deposit is near the village of Cacata, approximately 45km north-east of Cabinda, within a 74km² mining license area.
The Futila fertiliser plant is being constructed in the Futila industrial zone, located about 12km from Porto de Caio and 25km from Port of Cabinda.
Geology and mineralisation
The phosphate deposits and phosphatic horizons of Cabinda consist of marine and fluvial gravels sands and silts within the Cretaceous and Eocene sediments of the Atlantic coastal basin.
The Eocene age deposits within the basin are locally referred to as the Upper Phosphate Member, the Pebbly Foraminiferal Clay and Limestone Unit, and the Lower Phosphate Member and are of Maastrichtian or Eocene age.
Mineralisation in the Cabinda project varies from very high-grade gravels containing coprolites, pellets, teeth, and bones to silty fine-grained phosphorite with lower-grade, regular phosphate deposits.
The phosphorite beds comprise three main mineral phases – a phosphate phase primarily composed of apatite/francolite/crandallite, a silica/quartz-dominated sand phase, and a clay phase primarily composed of iron-potassium-rich clay minerals.
Reserves
The proven and probable reserves at the Cabinda phosphate project are estimated at 4.72 tonnes (t), grading 30.1% of phosphorus pentoxide as of September 2022.
Mining method
The Cacata phosphate mine will be developed as an open-pit mining operation using conventional truck and shovel mining methods.
Mining activities are envisaged to be undertaken on a contractor-based operation for both the open pit and transportation of ore from the mining site to the Cabinda processing plant.
It is proposed to employ a small-scale mining fleet composed of a 35t and a 50t excavator supported by a fleet of 30t and 40t haul trucks. Phosphate rock will be transported from the pit to a run-of-mine stockpile located north-west of the open pits.
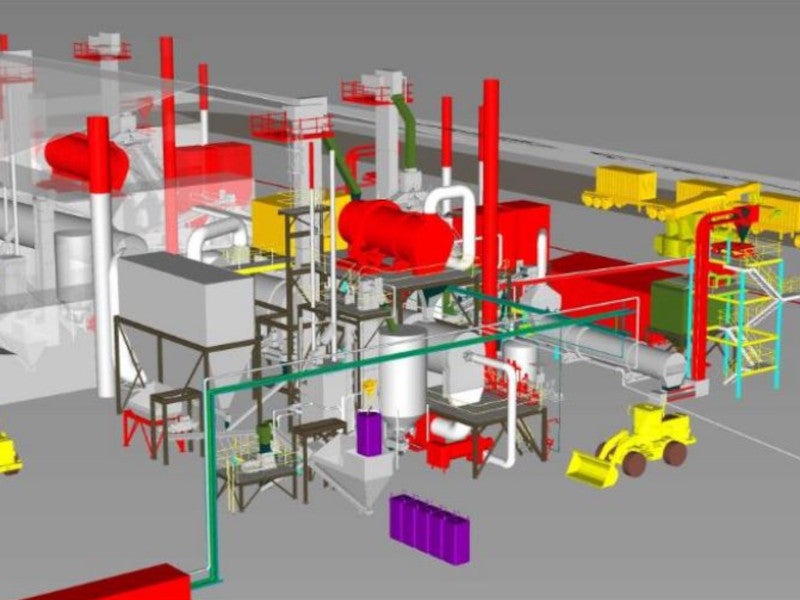
Ore processing
The DFS is based on the production of beneficiated phosphate rock (BPR) as the single primary product. The study, however, also maintains the flexibility to switch to the production of enhanced phosphate rock (EPR) based on market conditions in the future.
The mined phosphate rock will be crushed in an open circuit cage mill to reduce the phosphate rock to less than 1.44mm.
The BPR process will involve weighing and metering of the ground phosphate rock prior to transferring it to a rotary drum-type granulator. The ground phosphate rock will then be discharged by gravity into a rotary drum-type dryer.
The dryer will discharge material onto a weigh belt conveyor. The material will be graded before being transferred to storage. A semiautomated bagging system will handle the ground phosphate rock for transportation to the Futila fertiliser plant. The phosphate rock will be transported to the fertiliser plant via the EN201 main road using 30t trucks.
The EPR production alternative involves the granulation of phosphate rock with monoammonium phosphate using molasses as a binding agent.
The granulation process will involve the introduction of raw water and molasses to a granulation drum via a positive displacement pump. The granulated product will be conveyed to a rotary dryer fuelled by butane. The dried, granulated product will be screened over two double-deck screens operating in parallel.
The screen oversize will be crushed, and the undersize material will be recycled to the granulating drum. The crusher product with a nominal size of -4mm to 2mm will be considered as the product stream.
The product stream portion will be cooled in a rotary cooling drum, polished to remove residue fines, and bagged prior to further processing at the fertiliser plant at Futila.
Site infrastructure
The power supply for the plant will be sourced from nearby 30kV power lines via an aerial line of approximately 150m in length. The power will reach a primary cabin equipped with a switch gear, equipped with a circuit breaker to supply a load of 2MVA. Two synchronised 750kVA diesel generators will be available for backup power.
Raw water for the plant will be sourced from an on-site bore well. A water treatment facility will treat the raw water to produce potable water.
Contractors involved
Engineering company DRA Global was engaged as the principal engineer for the DFS and was responsible for the process plant design and costing, including infrastructure for the granulation plant.
The International Fertilizer Development Center (IFDC) conducted the fertiliser trials, granulation, and beneficiation pilot testing, provided process design inputs, and performed marketing studies. FEECO International provided the plant equipment design.
SRK Consulting was responsible for the mineral resource statement while Orelogy provided the pit’s optimisation, mine design, scheduling, mineral reserve statement, and contract mining cost estimation.
HCV Africa was responsible for conducting the environmental baseline and social studies while Grupo Simples was engaged in the Environmental Impact Study and Waste Management Plan.