

Donald Rare Earth and Mineral Sands project is an open-pit mining development in the Wimmera region of Victoria, Australia. It is one of the world’s largest underdeveloped heavy mineral sand resources.
Astron, a Hong Kong-based mining company, is developing the project. The definitive feasibility study (DFS) for the project was completed in April 2023.
Recommended White Papers
Recommended Buyers Guides
The mine will be developed in phases, with phase one having an estimated life of mine (LOM) of 41.5 years, while phase two will increase the total mine life to 58 years.
Phase one is scheduled to start production in the second half of 2025. Phase two is planned to be commissioned in 2030, while phase three awaits additional regulatory approvals for its implementation.
An estimated investment of $392m is required for phase one. The final investment decision for the phase is expected to be taken in the first quarter of 2024.
The project is expected to produce 7,200t of rare earth concentrates a year, including an average annual production of 228,700t of heavy metals concentrates containing final product equivalents of 42,500t of zircon and 152,000t of titania.
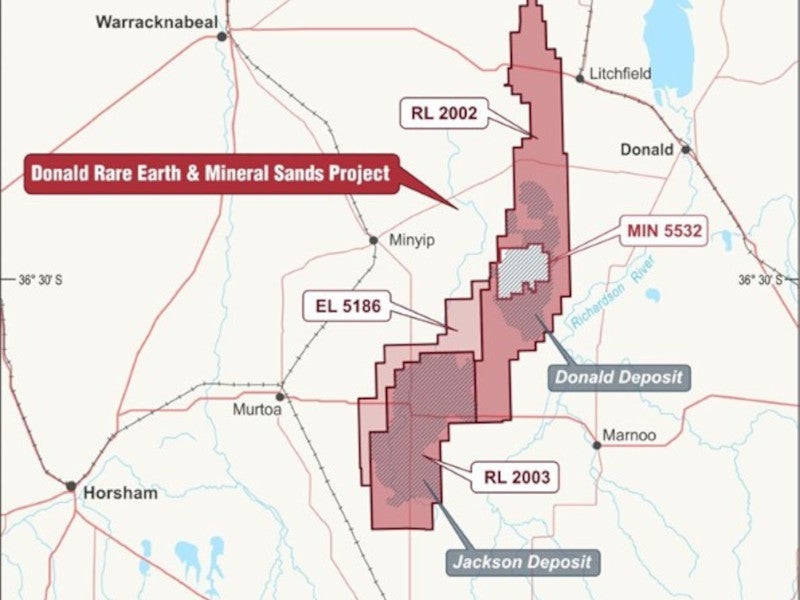
Donald Rare Earth and Mineral Sands project location
The Donald Rare Earths & Mineral Sands project is situated in Victoria’s Wimmera region, about 300km northwest of Melbourne, Australia.
The project encompasses three mining licenses MIN5532, RL2002 and RL2003. The first phase will be developed in MIN5532. Phase two will be carried out on RL2002 to the north and south of MIN5532. The project encompasses an area of 426km² in total.
Geology and mineralisation
The Donald Rare Earth and Mineral Sands deposit is located within the Murray basin, which consists of Proterozoic and Palaeozoic basement rocks overlain by flat-lying Cenozoic sediments.
Mineralisation at the project occurs within the tertiary-aged Loxton sand sequence. In the Donald deposit, high-grade zones of finely grained heavy mineralisation occur in a north-south direction, and these areas are the primary focus during the initial phases of the mining operation.
Reserves
The proven and probable reserves at the Donald Rare Earth and Mineral Sands project (MIN5532, RL2002) are estimated to be 825 million tonnes (Mt) grading 17.8% Zircon, 7.2% Rutile, 28.4% Ilmenite, 18.9% Leucoxene and 1.7% Monazite as of June 2023.
Mining method
The Donald Rare Earth and Mineral Sands project will be developed as an open-pit dry mining project with an average strip ratio of 2.2:1. The strip ratio in phase one will be 1.6:1 with mining operations to be conducted in 500m x 250m blocks.
An independent contractor will perform the mining for phase one, using the conventional truck and shovel mining method to extract 7.5 million tonnes per annum of ore feed from the pit.
Two 130t front-end loaders will be used to load the run-of-mine (ROM) ore into the mining unit plant (MUP). The mining fleet will include 250t excavators with 150t haul trucks for mining of overburden, while 250t excavators with a fleet of 95t haul trucks will be used for mining of ore.
Processing
The processing plant will have a feed rate of 1,000tph at the minimum feed grade, while the feed rate will be constrained to 900tph at the maximum feed grade.
The ROM ore will be scrubbed and screened in the MUP and pumped to the wet concentration plant (WCP) for further processing. A ROM screen will be used to remove coarse (+1mm) gangue particles from the scrubbed and screened material from the MUP.
The ore slurry will be transferred to desliming cyclones for the removal of fine slimes prior to entering the WCP surge bin. The overflow from the slimes thickener and WCP surge bin will be processed in a slimes thickener.
The heavy minerals will be separated from the screened and deslimed ore in the WCP, primarily using gravity separation and a spiral separation circuit to produce a heavy minerals concentrate.
The heavy minerals concentrate will be separated into individual minerals containing rare earth elements in the concentrate upgrade plant. The process involves attrition of the heavy minerals concentrate, followed by a flotation process to produce rare earth elements concentrate which floats to the top of the cells. The remaining heavy minerals sink to the bottom of the flotation cells.
The final heavy minerals concentrate product will be pumped into a belt filter for washing, dewatering and stockpiled. The rare elements concentrate will be dewatered and stored in product bins prior to being loaded into metal drums for shipping. The drums are then classified as a Class 7 Radioactive Material for international transport.
As part of phase two expansions, a mineral separation process will be added with the construction of the mineral separation plant, which will include a Wet-High-Intensive Magnet (WHIMs) plant and a dry separation plant. The expansion will allow heavy mineral concentrates to be processed on-site and refined to premium zircon, secondary zircon and combined titania.
Site infrastructure
Public roads are available for easy access to the site and a railway crossing on C Leach Road will be upgraded for better site access.
Utility company Powercor will supply power to the project site through a 66kV overhead power line connected to the Horsham substation.
The project will utilise a combination of groundwater, surface water and raw water supply for its mining and processing operations. The raw water will be sourced from Taylors Lake using the company’s GWM water headworks water allowance. The existing water distribution systems will be upgraded instead of building a new pipeline.
A 60-person accommodation camp is proposed to be constructed in Minyip. Various accommodations services in Minyip, Donald, Murtoa, Horsham and Warracknabeal will be used if the camp capacity is exceeded.
The project will also implement a comprehensive two-way radio system covering the entire MIN5532 area, to help in mining and processing operations.
Contractors involved
Mineral Technologies, a mineral processing solutions provider, was responsible for the metallurgical test works, plant design engineering and capital and operating cost estimation for the DFS.
AMC consultants, a mining technical advisor, provided the mine planning, reserve and resource estimation including capital and operating cost estimation. Snowden Optiro has also contributed to the mineral resource estimation.
Consulting engineering company ATC Williams was engaged to study tailings handling and storage.
TAM International, an expert in radioactive material transportation was engaged to provide their expertise in the process and regulations related to shipping and handling of Class 7 materials.
ProjectWorx was responsible for general project engineering and management. Powercor provided the power line routing and design for the project.
BM Projects provided a conceptual design and cost estimate for the accommodation facilities.